

产品分类
产品快速搜索
本月特惠产品
联系我们
公司名称:东莞万兴鸿自动化有限公司
公司地址:东莞东城莞长路西2号


免费客服热线:
 (中国)
(中国)
 (台湾)
(台湾)
流量计时器:
喷墨渗花抛光砖的兴起带动了哪些技术的革新?
发布时间:2016-08-09
在当前产能过剩、产品同质化严重的行业背景之下,诸多陶企面临销售困境,创新与提升成为了陶瓷行业的普遍共识,而其中产业链上游的原料和设备生产企业长期以来作为瓷砖创新的主导力量更是被行业寄予了厚望。尤其是当陶企不再以追求产量为目标,对供应商的要求不再是单纯的稳定供货和降低价格,他们除了要求上游企业提供创新型产品外,更对整个瓷砖生产环节的稳定性提出了新的要求。
喷墨渗花抛光砖是近几年才兴起的一款新产品,兼具传统抛光砖优越的物理性能和抛釉砖出色的表面效果,是抛光砖重夺市场“霸主”地位的利器,也是众多抛光砖生产企业抢占市场份额的重要倚仗。
喷墨渗花抛光砖的成功面世是上游的原料和设备生产企业不断研发创新的结果。如今,喷墨渗花抛光砖进入了生产应用阶段,东鹏、蒙娜丽莎、宏宇、新明珠、诺贝尔、法尼娜、天弼等陶企生产的喷墨渗花抛光砖已经走向了市场,康立泰、道氏等国产墨水企业成功研发推出了渗花墨水;另外,还有许多陶企正在研发喷墨渗花抛光砖,这款产品的生产工艺尚未成熟,还有许多可以改进的地方,这也引发了上游企业的新一轮技术革新热潮。
许多业内人士认为,虽然被抛釉砖抢占了一部分市场,但是抛光砖在耐磨度、硬度和适用性方面有无可比拟的优势,而实现了表面纹理花色与质感突破的喷墨渗花抛光砖更符合现在的市场需求。这款产品已经在一线陶企中推开,许多二线陶企也在调试,还没有产品出来,有的能生产也没有规模,但一线陶企起到很好的示范作用,等二三线陶企推出产品的时候,就会出现爆发式的增长。
调查数据显示,从2011年到2014年间,我国抛光砖生产线由1081条减少至837条,占全国瓷砖总产量的比例也由35.99%降低至27.9%。近几年,因为表面装饰性能的短板,抛光砖在与全抛釉的竞争中“丧失”了很大一部分市场。2015年以来,抛光砖生产线继续减少,面对严峻的市场环境,一些陶企对抛光砖进行工艺改进,推出喷墨渗花抛光砖。
另一方面,国内喷墨机的上线数量目前超过了3500台,已经进入了缓慢增长期,如果喷墨渗花抛光砖能够推广开来,按每条抛光砖生产线配置2台喷墨机来算,喷墨机的上线数量可能会突破5000台。
西蒂贝恩特集团旗下的佛山市贝恩特先锋陶瓷机械有限公司销售经理施科认为,喷墨渗花抛光砖生产线的增长也会促进喷墨机的销售,带来新的销售高峰。生产喷墨渗花抛光砖,喷墨设备的喷头需要升级改进,以适应渗花墨水;同时对于喷墨机的要求更高,需要至少八通道以上的大喷墨机;对墨量、墨路系统及工艺配合等都有特殊要求,对比过去的喷墨机,基本需要全面改造和升级。因此,设备企业都推荐厂家直接更换喷墨机,考虑到数百万的设备费用,一些陶企还拿不定主意,仍在观望当中。
而喷墨机生产企业则在重点攻关新一代的喷墨机,研发功能更强大、使用更方便、成本更低的喷墨机设备。在刚结束的2016年广州工业展上,西蒂贝恩特、彩神、西斯特姆、凯拉捷特、泰威等设备企业均推出了可生产喷墨渗花抛光砖的喷墨机。其中,西蒂贝恩特生产的G5型喷墨机可搭载多种型号的喷头,可以生产喷墨渗花抛光砖和其他瓷砖产品;英国赛尔公司推出满足大墨量打印的GS40喷头,并与广东道氏技术股份有限公司合作,对Xaar 1003系列喷头使用的道氏渗花墨水进行了优化。
布料机与干燥窑
喷墨渗花抛光砖在2013年就被部分陶企看中并开始尝试研发,由于各陶企的生产环境和工艺技术存在差异,所以生产技术也不尽相同。广东科达洁能股份有限公司整线工程事业部规划部副经理张传科表示,喷墨渗花抛光砖的生产流程与传统抛光砖相比更为复杂,大致可分为干法和湿法两种工艺。使用喷墨渗花工艺生产抛光砖,需要在砖坯上增加一层面料,该面料对白度要求高,且需要添加一种特殊的发色剂来帮助渗花墨水发色,因此需要调整生产工序进行配合,干法工艺是进行二次布料,需要添加布料机;湿法工艺则是通过淋釉的方式叠加,需要改釉线。
有生产条件的陶企可选择干法工艺,无需增加太多成本;但若是生产线原本不具备布料条件而选择淋釉,就需要进行两次干燥,也意味着需要在原有生产线上增加一条约100米左右的干燥窑,成本大概在200万-300万之间。
近年来相继有多家陶企因原有生产线的限制尝试用湿法工艺生产喷墨渗花抛光砖。根据生产一线反馈回来的问题,该类产品坯体裂纹较为普遍,有时达批量产品的40%,该类裂纹均为肉眼难以观察到的细丝裂纹,只有在完成抛光工序之后,在产品等级划分处迎着强光侧面细观才能发现,而且这种细丝裂在单片砖上不止一处,有的多达10多处。
这个坯体裂纹产生原因有两点:其一,渗透墨水在渗透过程中渗透的均匀性较差,表面扩散力也不十分均匀,导致烧成过程中排水不一致时产生细裂;其二,坯体入窑水分偏大:一般情况下,坯体入窑水分控制在1.2%以下,如果偏大则产生裂纹。生产工艺控制中若要解决这个裂纹,则仍需在釉线加入适量的助渗剂,加强渗花墨水的垂直渗透深度和表面扩散力的均匀性。另外,为确保入窑水分符合生产工艺要求,彻底解决细丝裂,要在烧成窑前加一段干燥窑。
此外,生产喷墨渗花抛光砖的原料也存在改进的空间。目前,许多陶企从喷墨渗花抛光砖的砖体配方入手,为了实现成色好、墨水和坯体融合度高、生产质量稳定的目标,喷墨渗花抛光砖对坯体釉料的筛选和要求极为严格,特别是面釉原材料的品质和配方要求。在这样的工艺条件下,喷墨渗花抛光砖的原料成本和人工成本都比普通抛光砖要高很多。
抛光机与助渗剂
佛山市子陶陶瓷技术有限公司总经理邱子良介绍到,喷墨渗花抛光砖的工艺技术流程分两种:工艺一为二次布料——砖坯上布薄料——压制——干燥——釉线喷墨+助渗剂——烧成;工艺二为布料——压制——干燥——淋釉——干燥——釉线喷墨+助渗剂——烧成。
喷墨渗花抛光砖是渗花墨水、抛光砖与釉料的结合,渗花墨水要在抛光砖表面实现下渗效果,必须要底釉的辅助,在产品生产过程中,必须先在砖体表面施一层底釉,再进行喷墨工艺。渗花墨水渗透下陷进入砖体,烧成之后再进行抛光工艺。
为了尽量保留纹理的细节表现,提高砖面质感与精细度,使用渗花工艺生产抛光砖对于砖坯的平整度要求极高,并且无法进行深度抛光,多为柔抛,砖面的平整度较传统抛光砖略差,工艺控制不到位甚至出现较明显的水波纹。
但是,抛光砖表面并不能做到绝对平整,容易出现喷墨渗花抛光砖“露底”的问题,可以采取的方式之一是先对瓷砖素坯表面进行抛光,使产品更加平整,再进行喷墨,最后烧成之后,再进行二次微抛。
某陶瓷厂厂长王银川透露,目前,渗透墨水的渗透深度最高可达3mm,但是墨水渗透越深,纹理的精细度越低。所以墨水企业为了确保图案的精细度,多选择通过调整助渗剂的剂量将墨水的渗透深度控制在1mm以下,市场开发的渗透墨水的平均垂直渗透深度是0.6-1.0mm。按抛光砖的加工工艺“刮平抛光”的具体要求,800×800mm规格的抛光砖产品刮平抛光深度是0.8-1.2mm,由于实际生产管理控制过程中窑炉受多种因素的影响存在一定的波动,批量产品的平整度也将随窑炉的波动有所变化,如果按抛光砖的加工工艺标准去控制渗墨抛光砖的刮平抛光深度,那么,产品将存在批量的缺花、渗花不良、或者渗花阴阳色等产品质量缺陷。
为了稳定产品在烧制过程中的平整度,如将喷墨渗花抛光砖的窑炉平整度按抛釉砖的标准去控制,必然要采取的手段是:加厚坯体厚度,加大坯体致密度来保证产品平整度,但坯体致密度增加后其渗透墨水的渗透难度进一步加大,渗透效果仍不理想。
因此,实际生产管理控制中,渗透墨水的垂直渗透深度应仍以1.2-1.5mm为控制标准,并且其表面扩张力也在保持花纹扩散均匀的范围内才能够在高产量下保持稳定的产品质量。为保持渗透墨水的良好渗透性,生产中仍须加入一定量的助渗剂来解决渗透深度问题。

S-S系列智能可控硅

P900X-AA系列温控表

M900-701A高性能控制器
MG900AI智能型温控器

HCA系列固态调压器
MGR1三合一体机
H3000系列
P900X-701B系列
P900X-701C系列
MG900-701、701B系列
MG900R双输出专用型温控器
MG900AL硅钼棒负载专用
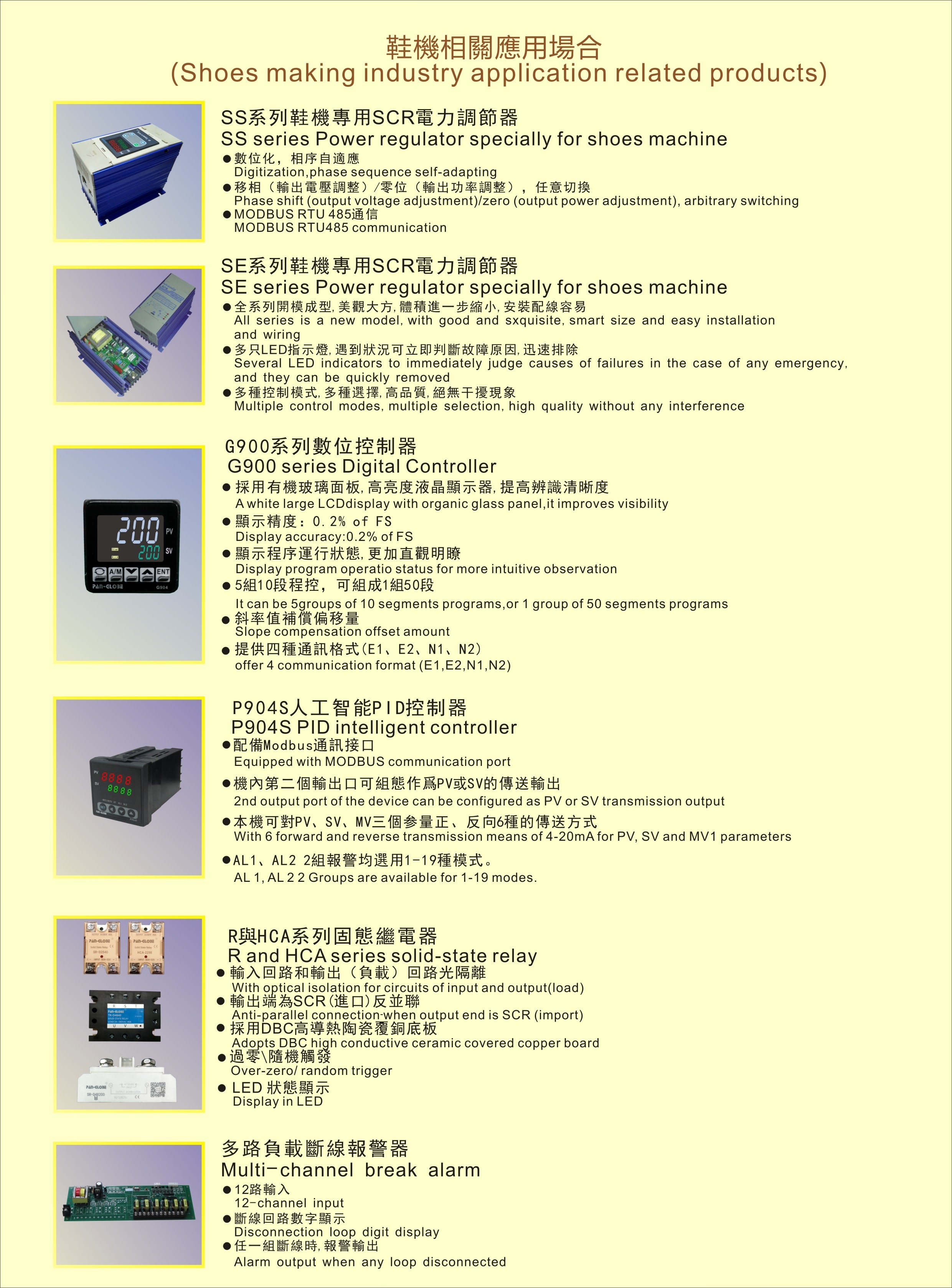
pan-globe产品应用彩页
MG900AA通用型温控器

M2000轨道型控制模块

恒定温度控制系统中的应用

高温试验炉行业上的应用
S-TYPE智能调功器在推板窑及回转窑行业的应用

退火炉改造温控系统应用
导轨式温度控制器应用于烧结炉温度控制系统

M5000系列热流道专用温度控制器
MG900AX温度控制器

M900系列高性能控制器

S-L系列智能可控硅

RC-2000系列控制器(R2000系列停产,改M2000系列)

P900X系列温控表

K900系列通用型微电脑控制器

T900系列精简型微电脑控制器

T系列拨盘式微电脑控制器

E5CWT系列微电脑控制器

TH900系列温湿度控制器

CET系列冷冻冷藏机专用控制器

EG系列光柱型压力/液位控制器

智能电量表PA9200

DA-17系列

DA-18系列

DA-25系列

DA-30系列

DA-40系列

DE-18系列
DM-1204系列

DM-1805系列

DM-1808系列
TM-0802系列
TM-0801系列

TM-1202系列

TM-1204系列

TM-1805系列

TM-1808系列

TM-3010系列

TM-3015系列

DF-XX FREE POWER光电系列

辊道窑工程案例

P900F系列高性能控制器

E系列SCR电力控制器

CR系列多功能计数器/长度计

TR多功能计时器

P系列SCR电力控制器

通讯/多回路通讯用避雷器

信号/电源避雷器
编码器

压力变送器

液位传感器
流量传感器
漏液检知器

PE300风管型LCD温/湿度传送器

PE1000壁挂式温、湿度传送器
CT-S红外线温度传感器
R-S2000转换器

E4T系列多功能信号转换器

D系列单相固态继电器

TK-701点火器

FR系列多功能频率/转速/线速表

监控系统应用场合
DA-1204 DA-1204S系列

DX-XX光电系列

DU-XX光电系列

MDR-XX短型光电系列
DR-XX圆管光电系列
DS-XX小型光电系列之二

DS-XX小型光电系列之一

TR-XX铜管光电系列

FA系列多功能位置表

大字幕显示器

DPM6系列智能显示仪表

HR系列拨盘设定时间继电器

DS系列四位半数字电流电压表

CM系列电流监控器

DR系列三位半数电流电压表
热电偶

CB系列预置拨码计数器

电线、电缆设备应用场合

医药设备、简易控制应用场合

热处理、冶金、退火、涂装、食品加工设备应用场合

窑炉、燃气、加热、印染、纺织、烘干、水处理应用场合

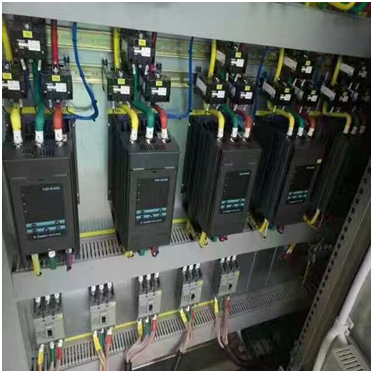
鞋机相关应用场合

无尘室、种植场、楼宇温度应用场合

橡塑胶设备应用场合
友情链接