

产品分类
产品快速搜索
本月特惠产品
联系我们
公司名称:东莞万兴鸿自动化有限公司
公司地址:东莞东城莞长路西2号


免费客服热线:
 (中国)
(中国)
 (台湾)
(台湾)
流量计时器:
窑炉水平温差产生的原因?应如何克服?
发布时间:2015-08-20
窑炉水平温差产生的原因
根据窑炉断面温度分布的特征,可将窑炉的水平温差分为独峰型(中间温度高)、V型(中间温度低)和双驼峰型(有两个温度峰值)。很多瓷片素烧窑出窑产品的尺寸分布是两边尺码大,中间尺码小。这通常是因窑内水平温差呈独峰型(即中间温度高于两侧温度)所致。现做如下分析:
(1) 烧嘴的喷射角度过小造成火焰刚性大。当烧嘴的调节范围与窑内设计压力降不匹配时很难实现较小的水平温差;
(2) 烧成区正压过大,造成中间窑位的烟气量远远大于窑炉两侧的烟气量;
(3)烧成区窑体散热量过大,满足不了整个窑炉的动态热平衡;
(4)挡火墙过高,特别是挡火板过低,会进一步加剧烧成带后段面火的滞留;
(5)采用自动控制方式的窑炉,热电偶在各个自控单元中相对位置的改变也会导致窑炉水平/垂直温差。
窑炉水平温差如何克服
(1)保证烧嘴选型、窑炉内宽(高)、窑炉运行产量的一致性;
(2)加强窑炉的保温性能,如加棉板或加大孔砖塞棉密度;
(3)适当加大窑内抽力,但要保证窑体从预热带开始就有较好的密封性,不然的话,仅仅加大排烟抽力对后面窑压的影响不大;
(4)挡火墙/板要起导流作用,保证两侧的烟气流量大于或接近中间烟气流量,改进后挡火墙的高度原则上不能高于改进前,改进后挡火板的高度不能低于改进前,否则会加大窑炉正压;
(5)更换烧嘴,使更换后烧嘴的喷射角度更大。火焰长度更短、火焰刚性更小;
(6)一定要在调试时保证烧成带有“烧成后端的保温期”,保温段最好能实现手动控制。经对该种烧嘴的枪火性能比较熟悉的炉工调节后,也可以使两边有较强的火力。
由于减少窑炉的烧嘴密度有利于减少水平温差,如果进行了以上(1)~(6)项措施后还存在中间尺码偏小的问题,可采取以下措施:
1)在烧成区的适当位置,最好是每个控制单元的最后一组枪实现手动操作,或强制性地调试到火焰靠边,小火燃烧。该法对烧成热电偶设在烧成控制单元前部烧嘴之间的窑炉特别有效;
2)在高温区全部实现手动控制,通过手动调节烧嘴的燃气和助燃风压来控制水平温差;
3)仿照龙窑的横截面原理,窑底挡火墙/板全部采用中间高的形式;
4)在烧成区前面的上下两侧增加4个辅助排烟口,通过加强排烟来增加两侧的烟气流量。
窑炉的水平、垂直温度差异的大小,是目前陶瓷窑炉设计、控制的最重要因素。在设计方面,风机选型、内宽/内高设计、油路设计、烧嘴设计和选型都要经过缜密计算;风压调整、油压调整、烧嘴调试和生产产量也是窑炉控制者在实际生产中需要注意的环节。

S-S系列智能可控硅

P900X-AA系列温控表

M900-701A高性能控制器
MG900AI智能型温控器

HCA系列固态调压器
MGR1三合一体机
H3000系列
P900X-701B系列
P900X-701C系列
MG900-701、701B系列
MG900R双输出专用型温控器
MG900AL硅钼棒负载专用
pan-globe产品应用彩页
MG900AA通用型温控器

M2000轨道型控制模块

恒定温度控制系统中的应用

高温试验炉行业上的应用
S-TYPE智能调功器在推板窑及回转窑行业的应用

退火炉改造温控系统应用
导轨式温度控制器应用于烧结炉温度控制系统

M5000系列热流道专用温度控制器
MG900AX温度控制器

M900系列高性能控制器

S-L系列智能可控硅

RC-2000系列控制器(R2000系列停产,改M2000系列)

P900X系列温控表

K900系列通用型微电脑控制器

T900系列精简型微电脑控制器

T系列拨盘式微电脑控制器

E5CWT系列微电脑控制器

TH900系列温湿度控制器

CET系列冷冻冷藏机专用控制器

EG系列光柱型压力/液位控制器

智能电量表PA9200

DA-17系列

DA-18系列

DA-25系列

DA-30系列

DA-40系列

DE-18系列
DM-1204系列

DM-1805系列

DM-1808系列
TM-0802系列
TM-0801系列

TM-1202系列

TM-1204系列

TM-1805系列

TM-1808系列

TM-3010系列

TM-3015系列

DF-XX FREE POWER光电系列

辊道窑工程案例

P900F系列高性能控制器

E系列SCR电力控制器

CR系列多功能计数器/长度计

TR多功能计时器

P系列SCR电力控制器

通讯/多回路通讯用避雷器

信号/电源避雷器
编码器

压力变送器

液位传感器
流量传感器
漏液检知器

PE300风管型LCD温/湿度传送器

PE1000壁挂式温、湿度传送器
CT-S红外线温度传感器
R-S2000转换器

E4T系列多功能信号转换器

D系列单相固态继电器

TK-701点火器

FR系列多功能频率/转速/线速表

监控系统应用场合
DA-1204 DA-1204S系列

DX-XX光电系列

DU-XX光电系列

MDR-XX短型光电系列
DR-XX圆管光电系列
DS-XX小型光电系列之二

DS-XX小型光电系列之一

TR-XX铜管光电系列

FA系列多功能位置表

大字幕显示器

DPM6系列智能显示仪表

HR系列拨盘设定时间继电器

DS系列四位半数字电流电压表

CM系列电流监控器

DR系列三位半数电流电压表
热电偶

CB系列预置拨码计数器

电线、电缆设备应用场合

医药设备、简易控制应用场合

热处理、冶金、退火、涂装、食品加工设备应用场合

窑炉、燃气、加热、印染、纺织、烘干、水处理应用场合

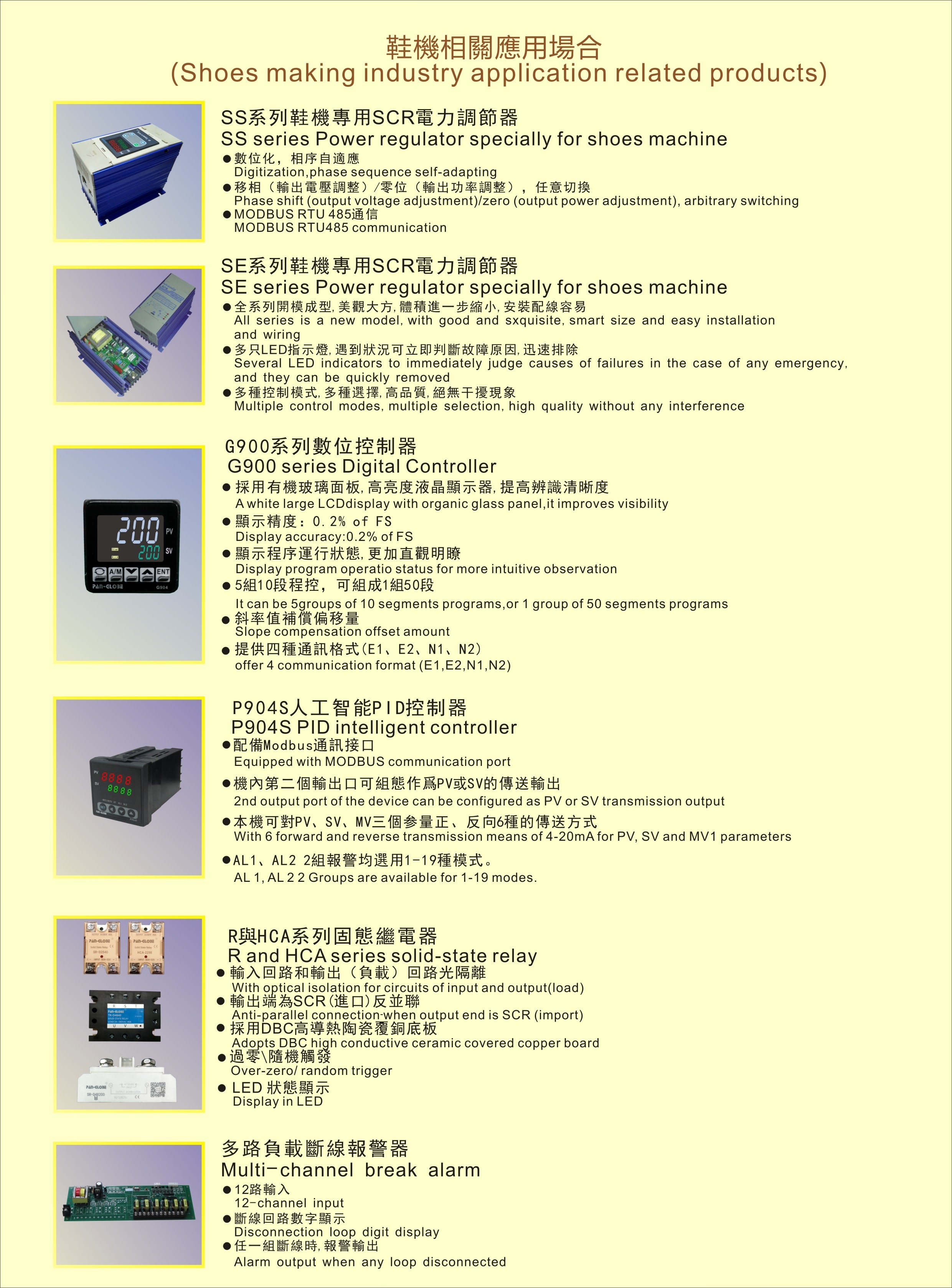
鞋机相关应用场合

无尘室、种植场、楼宇温度应用场合

橡塑胶设备应用场合
友情链接