

产品分类
产品快速搜索
本月特惠产品
联系我们
公司名称:东莞万兴鸿自动化有限公司
公司地址:东莞东城莞长路西2号


免费客服热线:
 (中国)
(中国)
 (台湾)
(台湾)
流量计时器:
智能仪表的自动化之路
发布时间:2015-07-13
智能现场设备的发展一直是大家喜欢讨论的话题。绝大多数的讨论集中在变送器新增的功能上,同时也有人抱怨控制系统要获得额外的信息是何等的困难,究其原因可能是老旧的设备层网络无法处理这样的需求。
这类问题的出现是与制造业工厂的工业网络现状息息相关的。大多数运行几年以上的生产装置自从最初建设以来,使用了各式各样的自动化设备。而正如“木桶原理”一样(一只水桶能装多少水取决于最短的那块木板),系统的整体性能不会优于其最老旧设备的性能。这种情况在那些采用普通模拟量的现场设备网络中很常见。
控制系统供应商已经在相当长的时期内提供比简单的模拟量I/O复杂得多的各种功能。尽管许多公司依然使用这老旧落后的仪表系统,但是支持HART的I/O已经问世数年了。大多数按照HART设备及设施的方式进行装备的公司自从上世纪九十年代开始就使用了HART5。最新的情况是,几个主要的系统供应商已经推出了可以通过软件或者硬件模块进行修改的可配置I/O。
这种可配置I/O为用户提供了最新的功能,从而可以与智能设备进行互动并实现所有它们能提供的好处。可配置I/O可以与那些变得越来越普遍的HART6和HART7变送器进行全面的互动,并利用所有最新的诊断数据和控制系统实现与设备之间的双向通讯。
包括许多诸如炼油厂经营者在内的过程行业大型企业,都把这看做可以彻底简化未来项目的一种重要技术进步。具有先进的HART功能的设备可提供精密的通讯路径,且其实施成本比较低,故障诊断更简单,灵活性也要大得多。
一个巨大的进步
自动化是支撑过程工艺的基础设施。因此,设计自动化系统的人必须要满足化学工程师以及其他过程工艺设计人员的需求。如果其中一个元素发生了改变,自动化系统必须要根据改变而调整,因为这种改变可能打乱所有的事物,并使自动化系统成为一个项目的最关键的通路。目前市面上的自动化硬件及系统并不是都可以根据那些新的变化而轻易的进行调整的。
大多数的自动化设备是根据特定的应用设计的,因此是高度个性化的。这就使其价格昂贵,改变的成本高,需要的工程量大,并需要大量的文档和测试工作。如果能够使用具有更少通讯方式和协议更加标准的现货设备,会带来巨大的帮助。
很多用户对于已经投入市场的新款可配置I/O系统非常热衷。他们通过这样的系统看到供货商真的在倾听他们的声音,并且愿意在灵活性方面获得更大的进步。有两件HART功能仪表用户反复提到并想要摆脱的事情:编组柜和HART多路复用器。可配置I/O可以摆脱二者。
那么问题究竟是什么?
如实的说,这些先进性被认为是绝妙的。但是一直存在的问题是设备的设置。在过去数年间,一台典型智能设备需要设定的参数数量显著增加。需要通过键盘进行设置的人员要处理这样的状况必须面对没完没了的问题和解答。不同设备的具体参数量有差别,不过总是要花费一些时间来设定。
有一些用户与供货商一起研制预先设置设备。当用户收到设备时,变送器已经具备了量程、工程单位和报警等等,因此可以做到即插即用。这些工作在你需要预定设备的时候,即在整个过程的早期阶段就为你提供了所有需要的信息。这也意味着从设备订货到安装调试之间设置规范是不能改变的。这些限定条件降低了这种方式的实用性。
有一些用户会问,“我们为什么不能让系统来替我们执行设置工作?控制系统拥有所有关于它需要从已知现场设备所要获取的信息。它知道PT215的量程是0-30psi,而且在25psi的时候会触发报警等等。所有这些信息都能在系统中找到,并且是随时更新的。为什么技术人员必须看着这些信息并手动输入到设备里面?”
现实与设想的差距
支撑“DICED”系统所必须的技术目前还不存在。但是我们距离它还有多远呢?埃克森美孚公司相信HART6和HART7变送器现在已经出现,新的I/O系统应该可以支持它。在准备这篇文章的过程中,本文作者向四个主要生产仪表和可配置I/O的供货商提出了一个问题,“我们距离实现它还有多远?”结果没人回答。有可能这方面的研究已经比我们了解的进展的更多,或者有些供应商们正在尝试不同的方法,但是其目标是类似的。我们把答案交给时间吧。
智能设备的设置
当使用DICED(每个字母的含义见下文)这种方式时,并且将新的HART6或HART7设备通过可配置I/O与控制系统连接起来后会进行如下过程:
检测(D)-当一台新的HART设备连接到可配置I/O时,I/O通道会检测到电流正流往之前没有流往的方向。那意味着加入了一台新的设备。
询问(I)-I/O通道将要求提供设备标签的HART指令传送。具有HART功能的设备将其标签名称回传。如果新装的设备不是HART功能设备,比如一台截止阀,那么很显然它没办法响应发出来的要求。在这种情况下,DICED过程终止,但是仍然会给用户生成一份报告,用来通知用户现场接线发生了变化,很可能是安装了一个新的DI或DO设备。
配置(C)-一旦系统已经检测到并认定有一台新的HART功能设备,系统可以设置其工程范围、工程单位以及其他设置信息。我们的计划是购买那些只进行过标签预配置的现场设备,再由通常具有最新数据的系统对现场设备进行相应的配置。
启用(E)-我们假定现场设备已经由系统进行了配置并且成为某个特定控制策略的一部分。要注意的是我们的项目执行过程基于这样的假设:我们会在一个虚拟环境下完成大多数的设计、配置和测试工作,但是我们可能不会知道每一个现场设备是通过哪个I/O通道进行设置的。
因此在这个步骤,系统会知道新设备连接到哪个I/O通道上,并制定联系控制策略和现场设备之间的逻辑。一旦这个完成,现场设备和与之相关联的逻辑就启动使用了。
假设上面的所有步骤都成功完成,我们期待系统会将这个成功通过事件记录来发出报告。我们期待的愿景是我们可以将目前需要纸质文件夹和大量的实地考察的现场调试过程极大地简化。
我们同样相信系统可以将目前由一个工程师或操作员坐在控制台前通过无线电与现场团队联系而进行的测试工作做到自动化。例如,如果检测到的设备是一台控制阀,我们可以向该阀发出一个模拟量输出并通过HART读取其位置。因此我们可以认定这个阀工作正常,没有卡住,它的故障模式(故障打开或关闭)正确,以及其位置在其行程范围内也是正确的。
我们的一个观点是所有需要执行DICED的电子线路都包含在可配置的I/O模块当中。现在的问题是让软件发挥作用从而才能充分利用这个硬件。请注意,DICED并没有要求现场设备本身进行改变。

S-S系列智能可控硅

P900X-AA系列温控表

M900-701A高性能控制器
MG900AI智能型温控器

HCA系列固态调压器
MGR1三合一体机
H3000系列
P900X-701B系列
P900X-701C系列
MG900-701、701B系列
MG900R双输出专用型温控器
MG900AL硅钼棒负载专用
pan-globe产品应用彩页
MG900AA通用型温控器

M2000轨道型控制模块

恒定温度控制系统中的应用

高温试验炉行业上的应用
S-TYPE智能调功器在推板窑及回转窑行业的应用

退火炉改造温控系统应用
导轨式温度控制器应用于烧结炉温度控制系统

M5000系列热流道专用温度控制器
MG900AX温度控制器

M900系列高性能控制器

S-L系列智能可控硅

RC-2000系列控制器(R2000系列停产,改M2000系列)

P900X系列温控表

K900系列通用型微电脑控制器

T900系列精简型微电脑控制器

T系列拨盘式微电脑控制器

E5CWT系列微电脑控制器

TH900系列温湿度控制器

CET系列冷冻冷藏机专用控制器

EG系列光柱型压力/液位控制器

智能电量表PA9200

DA-17系列

DA-18系列

DA-25系列

DA-30系列

DA-40系列

DE-18系列
DM-1204系列

DM-1805系列

DM-1808系列
TM-0802系列
TM-0801系列

TM-1202系列

TM-1204系列

TM-1805系列

TM-1808系列

TM-3010系列

TM-3015系列

DF-XX FREE POWER光电系列

辊道窑工程案例

P900F系列高性能控制器

E系列SCR电力控制器

CR系列多功能计数器/长度计

TR多功能计时器

P系列SCR电力控制器

通讯/多回路通讯用避雷器

信号/电源避雷器
编码器

压力变送器

液位传感器
流量传感器
漏液检知器

PE300风管型LCD温/湿度传送器

PE1000壁挂式温、湿度传送器
CT-S红外线温度传感器
R-S2000转换器

E4T系列多功能信号转换器

D系列单相固态继电器

TK-701点火器

FR系列多功能频率/转速/线速表

监控系统应用场合
DA-1204 DA-1204S系列

DX-XX光电系列

DU-XX光电系列

MDR-XX短型光电系列
DR-XX圆管光电系列
DS-XX小型光电系列之二

DS-XX小型光电系列之一

TR-XX铜管光电系列

FA系列多功能位置表

大字幕显示器

DPM6系列智能显示仪表

HR系列拨盘设定时间继电器

DS系列四位半数字电流电压表

CM系列电流监控器

DR系列三位半数电流电压表
热电偶

CB系列预置拨码计数器

电线、电缆设备应用场合

医药设备、简易控制应用场合

热处理、冶金、退火、涂装、食品加工设备应用场合

窑炉、燃气、加热、印染、纺织、烘干、水处理应用场合

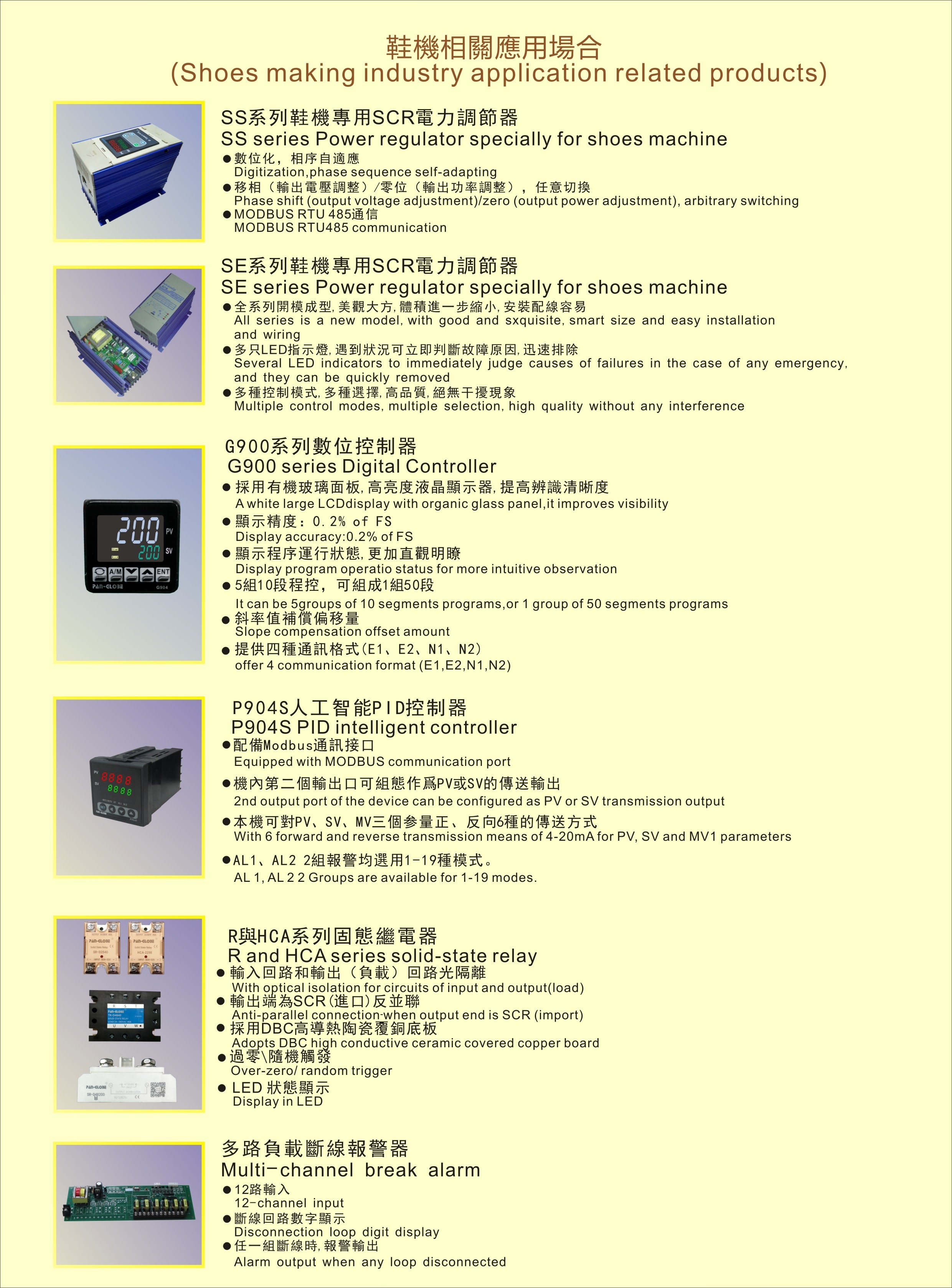
鞋机相关应用场合

无尘室、种植场、楼宇温度应用场合

橡塑胶设备应用场合
友情链接